微量润滑油质量怎么验?别光看检测报告,机床跑出来的数据更靠谱
工厂第一次试MQL微量润滑油,采购或者工艺工程师十有八九会先问一句:
“有没有检测报告?”
这个问题没错。报告肯定要看,尤其是供应商准入、批次验收、环保安规资料这些,该有的一个都不能少。
但如果只看检测报告,就容易看偏。
为什么?因为MQL微量润滑不是传统切削液。传统湿式加工,水箱一开、泵一打,几十升、几百升切削液循环冲过去,多少有点“兜底能力”。MQL不一样,它靠的是很少一点油,被压缩空气带到刀尖附近。
现场外喷MQL常见耗油量,一般也就 5-50ml/h;内冷MQL、深孔钻或者重负荷工况,可能会到 20-100ml/h。换句话说,一小时用掉的油,很多时候还不到一小杯矿泉水。
这么一点油,要在刀尖几百度的高温、瞬间高压、强摩擦区域里起作用,油品本身当然重要,但雾化状态、喷嘴角度、气压、管路响应、刀具涂层、材料牌号、加工参数,哪个环节没配好,结果都会马上反映到工件和刀具上。
所以,判断一款MQL微量润滑油好不好,不能只看颜色、气味、价格,也不能只看一张检测报告。
更靠谱的办法其实很朴素:
基础指标先过关,喷雾状态要看,最后一定要上机连续试切。
一句话:
检测报告只能说明“这桶油大概率没硬伤”,但试切数据才能说明“它适不适合你这条线”。
这几年,在上海、苏州、宁波、无锡、常州、嘉兴这些制造业密集的地方,很多汽车零部件厂、铝型材厂、精密机械厂,都在尝试把乳化液、半合成切削液切换到MQL微量润滑。
原因很现实。
传统湿式加工的麻烦,车间里的人最清楚:
水箱夏天容易发臭、发黏;
机床周围地面湿滑,5S和安环检查压力大;
切削液需要定期补液、检测浓度、杀菌、防锈;
废液处理成本越来越高,长三角地区废切削液处置报价常见在 800-3000元/吨,如果混了油泥、金属屑、清洗废液,费用还可能更高;
工件带液多,后道清洗要耗水、耗药剂、耗人工。
MQL的好处也明显:油耗低,车间干爽,废液少,工件带油少,清洗压力小。
但MQL也有一个经常被低估的问题:工艺窗口窄。
传统切削液靠“大流量”冷却、冲屑、润滑;MQL靠少量油雾精准送到切削区。喷准了,很省、很干净;喷偏了,再贵的油也只是喷在刀柄、夹具和机床内壁上。
现场最常见的情况,不是“这油完全不能用”,而是刚开始看着没问题,跑着跑着就不稳:
- 铝合金加工前几百件还行,后面开始粘刀,刃口长积屑瘤;
- 不锈钢攻丝扭矩忽高忽低,偶尔断丝锥;
- 深孔钻排屑不顺,孔壁发黑、拉伤;
- 铝件表面出现拖刀痕、亮斑、毛刺变大;
- 工件尺寸上午还稳,下午开始漂;
- 喷嘴边上挂油,机床内腔有油泥;
- 操作工听声音就说:“今天刀好像吃力。”
这些问题,检测报告基本没法提前告诉你。报告能排除一部分基础风险,但真正的答案,还得回到机床上。
一个现场案例:前200件都挺好,跑到1500件差距才拉开
讲一个我们实际跟过的现场。
2024年,苏州一家汽车零部件厂做MQL油品替代验证。客户加工的是一款 6061-T6铝合金支架,批量件,后道需要清洗和装配,对表面划伤、残留、斑点都比较敏感。
设备是卧式加工中心,外喷MQL。主要工序是铣削加钻孔。
当时的基本参数大概是这样:
- 刀具:8mm三刃DLC涂层立铣刀;
- 主轴转速:约 18000rpm;
- 进给:约 2400mm/min;
- MQL供油量:约 18-25ml/h;
- 压缩空气压力:约 0.45MPa;
- 原用进口MQL油,刀具寿命稳定在 1700-1900件/把。
客户想做国产替代,主要考虑两个点:一是进口油交期不稳定,二是综合成本偏高。
他们一开始拿了三款油试。说实话,前200件几乎看不出差别。表面看着都还行,尺寸也没明显波动,操作工一句话:“能干。”
如果这个时候拍板,很容易误判。
后来我们建议他们别急着下结论,至少按完整刀具寿命跑完,再看最低寿命、表面、残留、喷嘴状态。
结果差距慢慢出来了:
- A油跑到 800件左右,刀尖开始粘铝,工件边缘轻微翻毛,后面Ra值从原来的约 0.9μm 上升到 1.4-1.6μm;
- B油到 1200件以后,喷嘴附近挂油明显,机床内壁油雾沉积偏多,后道清洗时间从原来的约 45秒/件 拉长到 60秒/件 左右;
- C油连续跟了3把刀,寿命基本稳定在 1800件上下,最低一把 1760件,喷嘴没有堵,清洗后没有明显斑点。
最后客户选的不是单价最低的那一桶,而是综合表现最稳的那一款。
为什么?因为对自动线来说,刀具寿命从1800件掉到1200件,不只是多买几把刀的问题。它会带来一串连锁反应:换刀频次增加、人工巡检增加、节拍被打断、尺寸波动变大,严重时还会出现批量返修。
这个案例很典型:
MQL油好不好,前几十件、前几百件不一定看得出来。连续跑,才知道谁是真稳。
检测报告要看,但别把它当最终答案
基础检测有没有用?当然有用。
它的作用不是直接证明“这款油一定好用”,而是先把明显风险筛掉。尤其是采购准入、供应商切换、批次验收时,基础指标必须过一遍。
现场比较常看的项目,主要有下面几类。
外观和气味:别嫌土,真能提前发现问题
打开桶盖,先看一眼、闻一下:
油是不是清澈均匀?
有没有分层、沉淀、絮状物?
有没有刺鼻味、酸败味、明显氧化味?
这一步很简单,但现场非常有用。
MQL系统的油路、计量阀、喷嘴孔径都很小,有些喷嘴孔径只有零点几毫米。如果油里有胶状物、沉淀、杂质,堵的不是油桶,而是喷嘴、细管路和计量阀。
现场可以做几个简单动作:
- 常温静置 24小时,看有没有分层、沉淀;
- 低温放置,比如 5℃左右,看流动性是否明显变差;
- 高温短时放置,比如 50-60℃,观察颜色和气味变化;
- 用滤纸或细滤网过滤少量样品,看有没有肉眼可见颗粒。
这些不算复杂实验,但能提前挡掉不少坑。
黏度:不是越高越好,也不是越低越省
微量润滑油常见运动黏度,大多集中在 10-68mm²/s,40℃ 这个区间。不同系统、不同工况会有差异。
黏度太低,油膜承载能力可能不够,重负荷钻孔、攻丝、锯切时容易扛不住;
黏度太高,雾化颗粒会变粗,响应变慢,冬天低温下供油还可能不稳定。
所以别只问“黏度多少”,还要一起问清楚:
- 你的MQL系统推荐黏度范围是多少?
- 是外喷还是内冷?
- 管路多长?
- 喷嘴孔径多大?
- 冬天车间最低温度大概多少?
- 油量准备调到多少ml/h?
- 是连续加工,还是频繁启停?
很多“油不好用”的问题,最后一查,不是油坏,而是黏度和系统不匹配。
闪点、酸值、水分、腐蚀性,也不能省
MQL虽然用油少,但油雾在封闭机床里工作,安全性要考虑。
闪点太低的油,在高速铝加工、锯切、封闭式加工中心里要谨慎。
酸值异常,可能说明油品氧化、添加剂体系不稳定,或者对铝、铜等有色金属不友好。
水分偏高,会影响润滑稳定性;杂质偏多,会增加堵喷嘴风险。
如果工件后面还要阳极氧化、喷涂、焊接、精密装配,更不能只看“加工时没问题”。前道残留如果没控制好,后道出现斑点、色差、焊接不良,返工成本往往比油钱高得多。
四球、摩擦磨损数据:有参考价值,但别迷信
四球机、摩擦磨损试验这些数据,可以看出油品的抗磨、极压能力。
但实验室条件和真实切削差别很大。
实验室是标准载荷、标准转速、标准时间;
机床现场是高温、断续冲击、排屑、刀具涂层、材料粘附、机床刚性一起作用。
有些油四球数据很好,到钛合金钻孔不一定稳;
也有些油实验室指标不是最亮眼,但雾化细、残留低,在铝合金高速铣削里反而表现不错。
所以报告要看,但它只是第一关。
真正关键的,是把油喷到刀尖上跑
MQL验证,最怕“试得太随意”。
有些现场是这样试的:拿一桶油倒进去,跑几十件,操作工说“还可以”,然后就算通过。
这个结论风险很大。因为MQL很多问题不是立刻爆发,而是连续跑到几百件、一两千件后才慢慢露出来。
更稳的做法,是把试切当成一次小型工艺验证。
刀具寿命:别只看最高值,要看最低值
批量生产最怕什么?不是某一把刀跑得特别好,而是有一把刀突然崩了。
所以验证MQL油时,不要只看“最高跑了多少件”,更要看稳定性。
建议至少跟踪 3把刀,最好跑完整刀具寿命周期。重点记录:
- 单把刀加工件数或加工时间;
- 后刀面磨损宽度,比如VB值;
- 是否粘刀、崩刃、积屑瘤;
- 刃口有没有发蓝、发黑;
- 主轴负载有没有明显波动;
- 攻丝扭矩是否稳定;
- 断刀、报警、停机次数;
- 喷嘴是否堵塞、断油。
比如原油品刀具寿命稳定在1800件/把,新油偶尔能跑到1900件,但有一把900件就崩刃。这样的油,对自动线就不友好。
现场要的不是“偶尔惊喜”,而是“每天差不多”。
工件表面比销售话术更诚实
MQL油合不合适,工件表面会直接说话。
铝件常见问题是亮斑、拖刀痕、毛刺、粘铝;
不锈钢容易拉毛、发热、孔壁粗糙;
钛合金、高温合金要重点看烧伤、粘结磨损和尺寸漂移。
建议现场不要只靠肉眼,能测就测:
- 表面粗糙度Ra;
- 孔径、圆度、位置度;
- 轮廓度;
- 毛刺高度;
- 清洗后残留;
- 阳极氧化、喷涂、焊接后的表现。
举个很常见的例子:铝合金装饰件,Ra从 0.8μm 变到 1.6μm,刚下机时肉眼不一定特别明显,但客户检验一上仪器就过不了。再比如阳极氧化件,前道残留控制不好,后面出现色差、斑点,返工成本会非常高。
油耗:不是越低越好,而是要“有效”
MQL省油没错,但不是越少越好。
有些现场为了追求极低油耗,把供油量压到 3-5ml/h。短时间能跑,连续加工就开始粘刀。
也有现场把油量开得很大,一小时几十毫升甚至上百毫升,看着喷得很足,结果油没进切削区,全落在机床内壁和夹具上,后道清洗压力反而上来了。
验证时建议记录:
- 每小时实际耗油量;
- 单件油耗;
- 一班次或一天的消耗量;
- 机床内腔残油情况;
- 工件带油情况;
- 后道清洗时间;
- 喷嘴挂油、滴油情况。
真正好的MQL,不是单纯“用油少”,而是少量油能准确到达切削区,并且发挥作用。
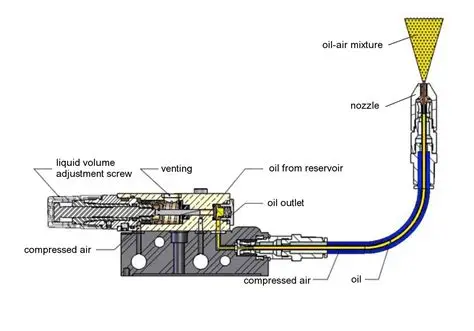
很多时候,问题不在油,而在“喷”
MQL靠压缩空气把油带到刀尖。气压、油量、喷嘴位置、喷射角度,都会影响结果。
现场建议重点看这些:
- 喷雾是否均匀,有没有大液滴;
- 油雾是否打到刀具切入点;
- 喷嘴是不是离刀尖太远;
- 是否被刀柄、夹具、工件挡住;
- 停机再启动时供油是否及时;
- 连续加工后喷嘴有没有挂油、堵塞;
- 管路里有没有气泡或回油;
- 机床门关闭后气流方向有没有变化。
外喷MQL常见气压大多在 0.3-0.6MPa 左右。不同设备、喷嘴和工况会有差异。
气压太低,油雾到不了切削区;
气压太高,油雾被吹散,也未必润滑得更好。
喷嘴角度也很关键,尤其是铣削、锯切这种切削区位置变化明显的工况。
现场经常见到这种情况:同一款油,原来刀具寿命只有1200件。后来把喷嘴从“对着刀侧面”调整到“对准切入点”,油量从25ml/h调到18ml/h,刀具寿命反而提升到1600件以上。
油没换,效果变了。
所以验证MQL油时,一定要把系统参数也记录下来。否则这次试好了,下次换一台机床,谁也复现不了。
不同材料,不能用同一套标准判断
MQL油没有万能款。材料不同、工艺不同,验证重点也不一样。
铝合金、铜合金:重点看粘刀、表面和残留
铝合金加工最烦的是粘刀和积屑瘤。6061、6082、ADC12、7075这些材料,加工状态不同,表现也不一样。
高速铣削、钻孔、锯切时,如果油膜不够,或者喷不到位,刃口很快就会粘铝。
验证时重点看:
- 刃口有没有粘铝;
- 表面有没有亮斑、拖刀痕;
- 毛刺是否增加;
- 切屑是否干爽;
- 工件是否容易清洗;
- 阳极氧化后有没有斑点、色差;
- 机床内腔是否油泥明显。
本申的 ML-Green oil-380系列 主要面向有色金属加工,适合对防粘刀、低残留、表面质量有要求的铝合金、铜合金等工况。针对铝合金锯切,本申也有铝合金锯切专用油品,可用于型材锯切、锯床切割等现场。
不锈钢、钛合金、高温合金:重点看极压和高温稳定
304、316L不锈钢加工硬化明显;
钛合金导热差,热集中在刀尖;
镍基高温合金更难,刀具磨损快、切削温度高。
这类材料验证MQL油,不能只看喷雾好不好看,更要看:
- 是否出现粘结磨损;
- 月牙洼磨损是否加重;
- 钻孔、攻丝扭矩是否稳定;
- 孔壁有没有发黑、拉毛;
- 刀具是否异常发热;
- 尺寸是否连续漂移;
- 是否出现烧伤、硬化层问题。
对钛合金、高温合金这类难加工材料,单纯外喷MQL有时不够,可以考虑低温冷风微量润滑。冷风负责带走一部分热量,油雾负责减摩抗磨,组合起来往往比单纯喷油更稳。
本申的高温合金系列油品,主要面向镍基、钛合金、不锈钢等材料加工,可根据现场刀具、参数和MQL系统进行试切验证。
攻丝、深孔钻、滚齿、锯切:别拿普通铣削经验硬套
不同工艺的痛点完全不同。
攻丝怕咬死、断丝锥,最看极压和抗烧结;
深孔钻怕排屑不顺、孔壁拉伤、断油;
滚齿关注齿面质量和连续加工油膜稳定;
锯切要看断续冲击、齿尖粘附和喷射覆盖。
做这些工艺验证时,变量必须记清楚:
- 材料牌号和硬度;
- 刀具品牌、涂层、规格;
- 切削速度、进给、切深;
- MQL油量、气压、喷嘴角度;
- 设备型号和MQL系统型号;
- 连续运行时间;
- 检测标准和判定方式。
否则试完了也说不清,到底是油的问题,还是参数没调好。
供应商靠不靠谱,看他是不是先问工况
买MQL油,别一上来只问“多少钱一升”。
靠谱的供应商,一般不会马上报价,而是先问现场情况:
- 加工什么材料?
- 是车、铣、钻、攻丝、锯切,还是滚齿?
- 刀具什么材质、什么涂层?
- 现在用什么油?
- 主要问题是刀具寿命、表面质量、残留,还是喷嘴堵?
- 外喷MQL还是内冷MQL?
- 有没有后道清洗、焊接、喷涂、阳极氧化?
- 是想降成本,还是做进口替代?
- 目前油耗、气压、喷嘴位置大概是多少?
如果这些都不问,只说“我们这款都能用”,现场风险就比较大。
以上海本申(BENSHEN)为例,本申位于上海,专注MQL微量润滑系统与微量润滑油,应用工程师拥有20年机械加工经验。对于标准工况,本申可做到 1小时出方案,当天发货;特殊工况可在 24小时内出方案,2-4周完成交付。
对长三角工厂来说,这种响应速度很实际。很多试切窗口就一两天,设备、刀具、工艺、质检都排好了。供应商如果跟不上,验证很容易拖黄。
油、系统、喷嘴要一起看,问题才好定位
MQL不是单独一桶油,它是一套组合。
油品、系统、喷嘴、气压、油量、控制方式、刀具路径,都在里面。
现场常见的问题有:
- 油品没问题,但喷嘴角度偏了;
- 系统适合低黏度油,却换了高黏度油,雾化变差;
- 油量开太大,残留增加;
- 气压太高,油雾被吹散;
- 喷嘴离刀尖太远,实际没喷到切削区;
- 管路太长,启停响应慢,开机前几件润滑不足;
- 压缩空气含水、含油,影响雾化稳定;
- 换班后操作工调了喷嘴,数据前后不一致。
如果供应商同时懂油品、系统和配件,验证效率会高很多。
本申提供:
- MiniMQL微量润滑装置;
- 油气两相微量润滑系统;
- 低温冷风微量润滑系统;
- 油气水微量润滑冷却系统;
- 热熔钻油微量润滑系统;
- 微量润滑油及喷嘴、管路等配件。
同一套系统和油品配合验证,变量更少,现场问题也更容易定位。尤其是从湿式加工切换到MQL时,这一点比单纯比较油价更关键。
一套现场能落地的验证方法
不用搞得很复杂,但一定要留下数据。
第一步,先把目标说清楚。
是替代进口?
是降低油耗?
是刀具寿命不稳?
是铝合金粘刀?
是不锈钢攻丝断刀?
还是后道清洗、阳极氧化老出问题?
目标不清楚,试油很容易跑偏。
第二步,资料和基础检测先过一遍。
让供应商提供产品资料、安全资料、推荐工况。必要时检测黏度、闪点、酸值、水分、杂质、腐蚀性、抗磨性能。
这一步是筛风险,不是最终拍板。
第三步,小批量试切要有对照。
尽量用原油品或进口油品做对照。设备、刀具、材料、参数尽量固定。不要一边试油,一边频繁改转速、进给、刀具,否则最后根本判断不出原因。
建议记录这些数据:
- 加工件数;
- 刀具磨损;
- 表面粗糙度;
- 尺寸稳定性;
- 主轴负载或攻丝扭矩;
- 喷嘴堵塞情况;
- 实际油耗;
- 操作工反馈;
- 清洗和后道表现。
操作工的反馈也别忽视。切削声音、排屑状态、刀具发热、攻丝手感,这些经验信号有时候比报表更早出现。
第四步,小批量过了,还要看一个生产周期。
几十件、几百件没问题,不代表批量一定稳。自动线、无人值守设备、深孔钻、滚齿等工况,至少要跟一个完整生产周期,看喷嘴、管路、机床内腔、尺寸波动和后道质量。
关键件、出口件、表面处理件,更要把清洗、装配、阳极氧化、喷涂结果一起纳入评价。
第五步,把结果固化成内部标准。
成熟一点的工厂,最好把验证结果沉淀下来:
- 不同材料对应油品型号;
- 推荐油量和气压范围;
- 喷嘴角度和检查周期;
- 刀具寿命下限;
- 表面粗糙度要求;
- 残留和清洗标准;
- 异常处理方法。
这样以后换批次、换供应商、新增产线,不用每次都从零开始。
现场最常问的几个问题
1. 微量润滑油好不好,最快怎么看?
先看油本身是否清澈稳定,有没有沉淀、异味;再看喷雾是否均匀,喷嘴是否容易堵;最后看上机后的刀具寿命、工件表面、尺寸稳定性和残留。
真正能拍板的,还是试切数据。
2. 检测报告合格,是不是就能直接用?
不建议。
报告只能说明基础指标过关,不能证明它适合你的材料、刀具、参数和MQL系统。特别是铝合金高速加工、不锈钢攻丝、钛合金钻孔、深孔加工,一定要做现场验证。
3. 进口MQL油一定比国产好吗?
不一定。
关键不是产地,而是现场适配。优质国产MQL油在交期、服务、非标定制和综合成本上可能更有优势。以上海本申为例,其专注MQL微量润滑系统与微量润滑油,定位是为金属切削加工提供国产替代进口的非标定制润滑解决方案。
最后说句实在话
验证微量润滑油,别只看报告,也别只看单价。
报告是门槛,试切是答案,长期稳定性才是最终考验。
铝合金、铜合金加工,重点看防粘刀、低残留、表面质量;
不锈钢、钛合金、镍基高温合金加工,重点看极压抗磨和高温稳定;
攻丝、深孔钻、锯切、滚齿这些特殊工艺,还要把油品、系统、喷嘴和参数放在一起验证。
MQL用油少,优点很明显。但也正因为用油少,任何一个细节都会被放大。
真正靠谱的微量润滑油,不是样本册里写得多漂亮,也不是销售说得多热闹,而是能在你的设备、刀具、材料和节拍里,连续跑得稳。
机床跑出来的数据,比任何宣传都更有说服力。